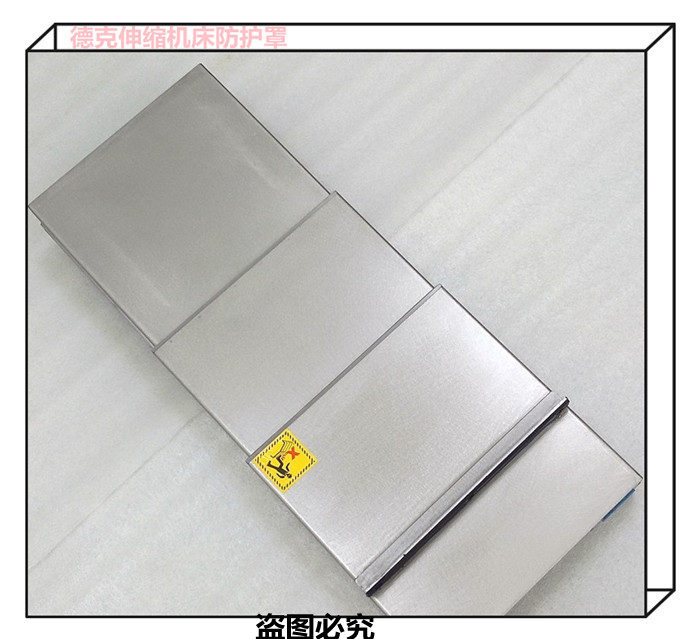









台州亚崴机床LP-3016YZF导轨防护板定时保养
主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压、弯曲、拉伸等手段来加工的零件,一个大体的定义就是- 在加工过程中厚度不变的零件。相对应的是铸造件、锻压件、机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。
重要的三个步骤是剪、冲/切、折。 金属板材加工具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天园地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆 接等,需要一定几何知识。板金有时也作扳金,一般是将一些金属薄板通过手工或 模具冲压使其产生塑性变形,形成所希望的形状和尺寸, 并
代起亚VX650机床防护罩 导轨防护板 德克精密钣金
风琴式机床导轨防护罩和钢板机床导轨防护罩。不同类型的机床导轨防护罩在技术特点上具有很多的不同之处,其中具体的需要根据机床的类型来定制,但是从安全方面来讲机床导轨防护罩设计必须达到的几点要求:
1、机床防护罩表面应光滑无毛刺和尖锐棱角,不应成为新的危险源。
在传统的风琴防护罩加工过程中,加工人员占据了重要角色。例如,在图面审核上,加工人
(YDEKE德克+合作意大利APER)
说到钢板防护罩产品相信很多用户都有所了解,随着防护罩产品的广泛应用,越来越多的用户开始关注产品的保养工作,接下来就由我们的人员来为您讲解一下吧,希望对您有所帮助。
1、钢板防护罩尽量在一次装夹中完成所有的加工内容。当非要更换夹紧点时,要特别注意不能因更换夹紧点而破坏定位精度,必要时在工艺文件中说明。
2、为了简化定位与安,夹具的每个定位面相对加工中心的加工原点,都应有的坐标尺寸。
3、钢板防护罩夹具底面与工作台的接触,夹具的底面平面度必须保证在0.01—0.02mm以内,表面粗糙度不大于Ra3.2um。
4、钢板防护罩夹具要尽量敞开,夹紧元件的

空间位置能低则低,安装夹具不能和工步刀具轨迹发生干涉。夹具应具有尽可能少的元件和高的刚度。
使用一种特殊线缝制,即使在较端负荷的情况下也坚固pvc骨架通过缝制固定在每个折上,加固稳定护罩。同时有多种材料供您选择,通过使用内部支撑材料增加了护罩的外形稳定性,这种稳定性在护罩上的直接表现就是保证了能够恢复初始形状,所有的机床防护罩均可以水平、竖直或横向使用,保证运行平稳且无噪音。通过使用厚度小的原材料可以使其压缩达到现代机械狭小工作空间的要求。(它的行程压缩比可达10:1)它的表面光滑、造型规则、外观优美,为机床的整体造型增添了无限色彩。所以说,它在为您的机床提供实用性保护的同时,也为机床增加了*多视觉上的美感,使机床的整体得到了提升,此护罩在轨道上的滑行属性可以通过使用特殊的滑块来对其进行改善。若作用在护罩上的加速度比较大,则可以使用同动装置,使护罩有一个均匀的拉伸。,是用于机床钢制伸缩式导轨防护罩是机床的传统防护形式。在这一领域里钢制伸缩式导轨防护罩被广泛的应用,对防止切屑及其它尖锐东西的进入起着有效的防护作用,通过一定的结构措施及合适的刮屑板也可有效的降低冷却液的渗入。我们的钢制伸缩式导轨防护罩能够适应现代机床对高科技、正确的安装位置、高运行速度等方面不断提高的要求。
员必须保证看懂图面中的每一个内容,才能进行后续加工。对于日新月异的时代发展,这种传统加工工艺显然难以满足当,不一样的工件根据加工的要求加入对应的工艺流程。有折弯,压铆,反边攻牙,焊接,打凸包,段差,有时候在折弯一两条后要将螺帽或螺母压好,导轨防护罩在其中有模貝打凸包和段差的中间要思考先加工,防止别的工艺流程先加工后会发病干预,不可以进行要求的加工。在顶盖或下壳上面有卡
可进一步通过焊接或少量的机械加工形成更复杂的零件,比如家庭中常用的烟囱,铁皮炉,还有汽车外壳都是板金件.钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是在加工过程中厚度不变的零件. 相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。 目前的 3D软件中,SolidWorks、UG、Pro/E、SolidEdge、TopSolid 等都有钣金件一项,主要是通过对 3D图形的编辑而得到所需的数据
台州亚崴机床LP-3016YZF导轨防护板定时保养